
 业务保障数字化
业务保障数字化 资产管理数字化
资产管理数字化 安全运行数字化
安全运行数字化 场域运营数字化
场域运营数字化 物流数智化SRP方案
物流数智化SRP方案 物流数智化整体解决方案
物流数智化整体解决方案 数智化物流运营服务
数智化物流运营服务

汽车制造业,一直是站在人类工业革命浪潮之巅的代表。随着制造业迎来新一轮智能化升级,各大汽车主机厂都在生产方式和工艺上不断革新,努力向自动化、智能化的工业4.0目标迈进,诞生了诸如特斯拉这样高度自动的工厂。
细分到汽车零部件的制造,或许是受传统汽车工业模式太深的影响,它们在转型步伐上,已明显落后于主机厂。其中轮胎行业就是最典型的代表。
场内物流,国产轮胎制造业的瓶颈
2019年4月,中国橡胶工业协会轮胎分会在对中国轮胎行业现状进行分析时指出,现有国内轮胎企业绝大多数还停留在传统水平阶段,自动化和数字化的水平都相对较低,仍属于劳动密集型企业。
伴随着汽车市场规模的持续扩大,中国已经成为了全球最大的轮胎生产国和消费国。但在个性化追求愈加凸显的轮胎市场里,尤其是高端产品领域,中国轮胎厂商一直很难打破外资品牌的垄断。
我国轮胎制造由劳动力密集型向精益化生产的转型已迫在眉睫,这不仅出于降本增效、提升质量的考量;更是因为传统的模式、经验和生产方式,已无法适应小批量、定制化的市场需求。
毋庸置疑,以“智能化”、“大规模个性化生产”为特点的工业4.0,是轮胎行业最佳的前进方向。但问题是,对于轮胎这个特殊的制造行业,怎样的智能化才是合适的呢?
轮胎的制造过程极为复杂,需要经过密炼—准备—成型—硫化—检测等多个生产工艺环节。同一个轮胎厂里会有众多不同型号的轮胎同时混线生产,而且不同于汽车主机厂,轮胎生产没有连续的主流水线,每道工序都要在不同车间进行。
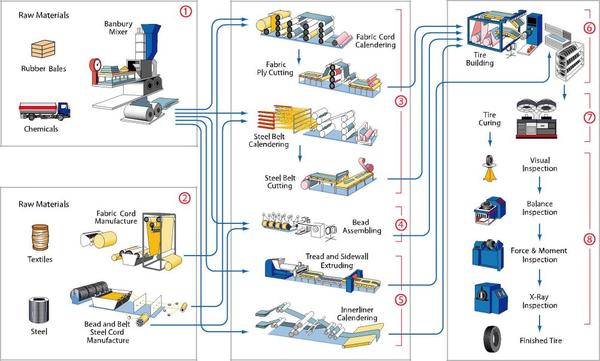
这种典型离散制造特点,决定了轮胎生产会涉及大量场内物料流转和信息确认的工序。
以密炼工序为例,轮胎中每一种部件所使用的胶料都有特定性能,不同胶料的配比决定了轮胎具有差异化的性能(如牵引力、干湿地性能、路面情况)。配比好的胶料,会被输送至不同生产线,用于生产不同的半成品胶部件。
作为轮胎制造的基础工序,生产什么型号的轮胎,需要什么胶部件,胶部件又对应什么胶料配比,这些都有严格的工艺,该环节一旦出错,后续工作全部浪费。
此前,大部分国产轮胎厂商都借助条形码来协助物流,这项技术成本低廉且已成熟,但受到轮胎厂脏乱的条件限制,条码追踪很难达到高准确度,并且需要依赖大量人工的扫描确认,与自动化智能化的革新方向有背离。因此,如何用信息化管理方式优化物流传输,实现物料流转时的自动跟踪管理,提升流转效率和准确率,就成为国产轮胎从“制造”到“智造”转型的关键问题。
国产轮胎,智慧物流升级之路
在这个方面,一些国产轮胎厂已经迈出了转型的步伐,比如被中国石油与化工联合会评为2017年技术创新示范企业的万力轮胎。这家企业的场内物流解决方案来自TBL华清科盛,后者是一家以柔性、灵活的轻量级智慧物流系统而见长的物联网物流技术企业。
针对轮胎制造行业的特点,TBL为万力轮胎提供了一套从密炼—预备—成型的全局物流解决方案,解决了在制品厂内运输时,跟踪物料信息困难、流转效率低、成型机错装等主要痛点。
首先,用读写更高效的超高频RFID技术取代传统的条形码,还可结合手环、PTL、UWB高精度定位等技术手段,将传统场内物流设施智能化。随后,通过RFID读取信息、定位信息、亮灯指引等方式,TBL打造出一套“会思考的物流系统”,让操作工人无需动脑,就能完成具体物流作业,提高执行效率和精确度;结合自动化输送线或者AGV,还可以进一步提升效率。
与此同时,整个生产过程中的作业行为数据也会被RFID芯片记录,并上传到Noah物联网平台,为生产业务系统和物流优化系统分别提供业务数据和物流行为数据,后者还可以进一步对当前物流场景进行分析和提供优化建议。
在上层业务系统中,一方面能实现对生产的统一管理和配置,例如智能线边补货。根据云端数据分析,工作人员能实时监控线边物料的消耗状态,及时备料,保证生产线供应,避免缺货,或是在有限的线边空间内堆积大量零件。
另一方面则能实现生产过程的全程透明可视化。一旦预备线或者成型机在生产中出现物料错漏,系统将及时报警,把错误消灭在萌芽状态;而当下线的产品出现质量问题时,则可通过系统数据追溯整个生产过程,进而优化完善生产管理。
区别于完全机械物流自动化改造,这套轻量级智慧物流系统并依赖于昂贵的机器人设备,而是将人与机器高效结合,优化作业配置,改造成本和落地周期都要低得多。就我国制造业现状而言,这套方案无疑有更广泛的适用价值。
根据TBL的CEO王凡介绍,通过物流信息化和流程自动化的升级,万力轮胎已将单个轮胎的全工艺流程生产时间由此前的48个小时,缩短到30个小时,产能大幅提高,人均产值也提升至传统模式的三倍。

其实不止是轮胎,包括汽车、汽配、机械加工等离散式装配制造也都普遍面临着类似的场内物流困境。在过去,我们将大量注意力投入到机械化改造中,期待用机器能带来比人更高的物流效率。但与此同时,很多工厂对物流过程的管理还停留在纸质单据、Excel表格的阶段。
对这些缺乏硬件方案支持和信息化手段的公司来说,这样的轻量级智慧物流方案,提供了技术升级的新选项。

